

非金属补偿器3400*3400分体后的焊接缝制方法
2016-07-26 15:18:14
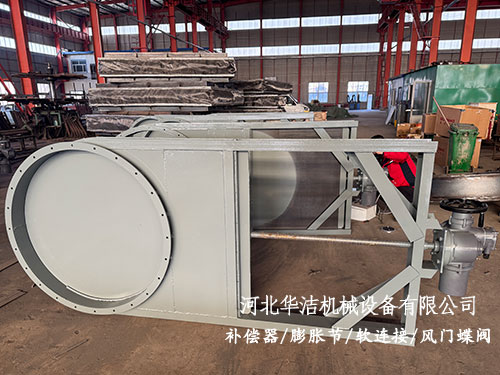
对于大口径非金属补偿器来说,运输是件比较困难的事情,河北华洁机械设备有限公司为用户解决了此问题:将非金属补偿器分体后打上固定支撑运输,这样既解决了运输的问题,又能帮客户省下不少运费,而且我公司还会有专门的技术人员对用户进行指导安装,解决了客户的难题。

下面就以3400*3400非金属补偿器为例,解说下分体后非金属补偿器框架的焊接和蒙皮的缝制方法。
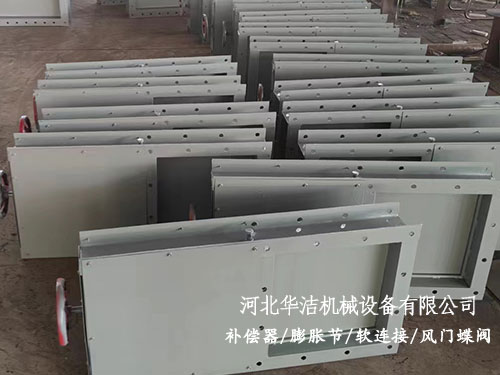
步,把非金属补偿器框架按着内径尺寸摆正、焊好, 要注意接口的尺寸和外部框架的形状、尺寸,别焊歪、焊斜。焊接的时候要按着焊缝从里往外的顺序焊接,要每条焊缝都焊接牢固,焊好框架后,再把导流筒的分解板焊在相应的位置(两块)。
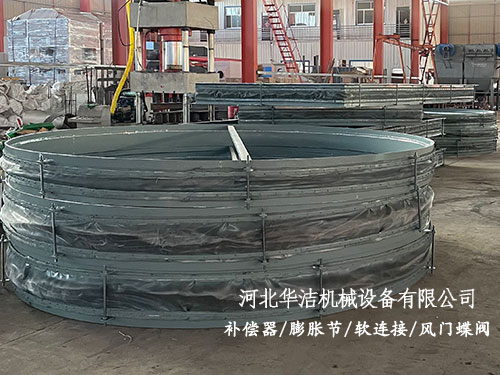
完成以上工作后, 步就是固定蒙皮,框架完成了,蒙皮的对接也就简单了,为了好缝合蒙皮,我们可以先把压条(压紧蒙皮的钢板条)多松开几个螺钉,然后把 外面的硅胶布单独留出来,先不管它,把其余的几层布弄平,两端的一样,然后把布对在一起布边全部朝外,进行对接缝制,把里面的几层布缝合后,布边朝一个方向折平, 后,先把 外层的一边的硅胶布朝对边折平,再把另一边的硅胶布在内壁涂上硅胶布胶(粘合宽度≥400),再折过来粘合,蒙皮就缝合了。
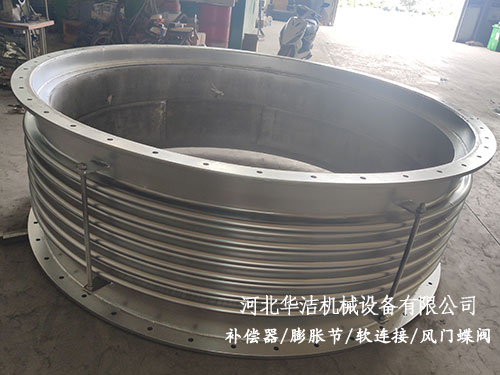
后也就是第三步,再用压条把蒙皮固定好就可以了。
上一篇:大拉杆补偿器怎样安装工作
下一篇:企业的"五证合一"改革
